![]()
![]()
![]()
![]()
![]()
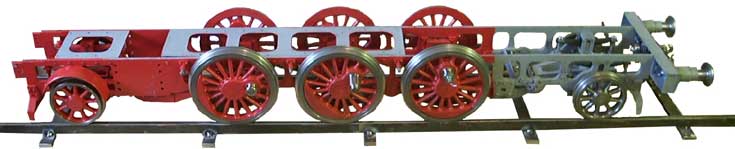
Steam Engine BR 64 scale 1:11
The project started in February 2000. Originally we wanted to build BR 41 with a tender. We obtained copies from the original plans of the Verkehrsmuseum Nürnberg. It would have taken too much time, to refurbish the plans, because a lot of necessary details were missing. Then we ordered drawings of the BF 64 from DMC-publication. The drawings were from the Netherlands, but you can understand them easily. As an alternative, we had the plans from Wissmann, which contain mistakes, especially with the linkage.

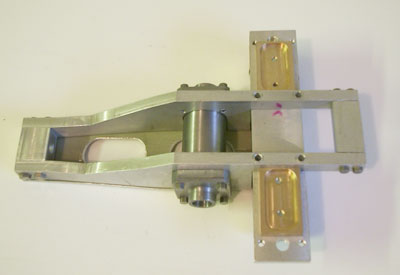
Like everyone, we started with the bar frame. The bar frame was milled from cold drawn flat steel. After this the sides were bent like a banana, due to the internal stress of the material.
-The next frame was machined from hot rolled flat bar whch has no stress.
To reduce the amount of maintenance, the crankpins in the wheels are made of V2A and the connecting and coupling rods are fitted with bronze bushes.

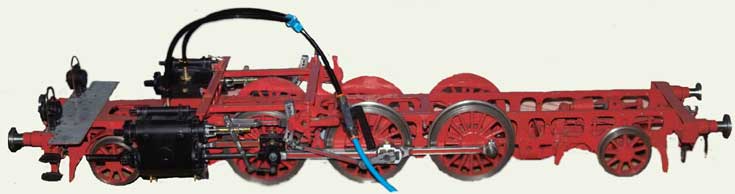
When the linkage was finished in October 2003, a test run with air pressure turned out successfully.
Th e e drawing of the Dutch drawing shows all axles fitted with sprung on coil spring s , which work s properly, as I saw on a finished BR 64. But the this optic is not authentic.

To build the single parts, we required a template. To ensure that the axle bearings were all drilled the same we made the following template.
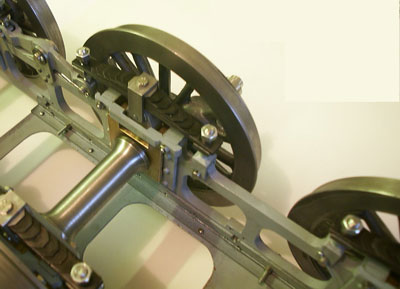
This made sure that all bronze bearings are identical. The alignment of the power axles is decisive for the success or failure later on. The mid axle should have an approximate side clearance from 0.1 to 0.2 mm. The front and rear power axles should have at least 1 mm side clearance, which prevent problems when driving on curved tracks.



You should not underestimate the linkage, which absorbs quite a lot of power. The whole linkage should not be too stiff. So you had better leave enough clearance.
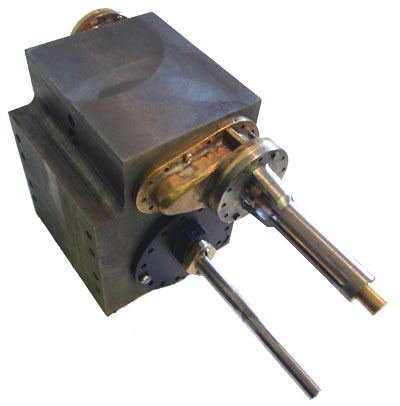
Generally the steam cylinder is made from a large cast block milled and turned. It is advisable to use grey cast iron, which has a homogenous structure and therefore, it is easy to work with. The piston diameter should be chosen to match the piston rings of a 50 cc scooter, which are cheap and good. In our case the piston diameter is 42 mm with a groove depth of 2mm.


This report will be continued later on
Der Kesselbau das spezielle Thema
Es ist doch immer wieder erstaunlich: Wenn man 10 Modellbahner fragt, wie man einen ordentlichen Kessel baut, bekommt man garantiert 10 verschiedene Antworten. Nirgendwo anders als beim Kessel gehen die Meinungen so auseinander. Die einen schwören auf WIG geschweißte Kessel, die anderen schwören auf Kupferkessel usw. Nach dem ich mir dann so einiges angehört habe und mit den mir zur Verfügung stehenden Mitteln verglichen habe, bin ich letztendlich zu dem Entschluss gekommen, einen geschweißten Stahlkessel zu bauen in den die Kupferrauchrohre eingewalzt werden. Jetzt fragen sich sicherlich schon einige, warum er in den Stahlkessel keine Rauchrohre aus Stahl einschweißt. Der Grund ist ganz einfach: Nachdem man die Rauchrohre durch den Kessel geschoben hat, können Sie nur noch von außen verschweißt werden. Von innen bleibt so eine feine Ritze zwischen Rohrwand und Bohrung, in die das Wasser einzieht und eine Spaltkorrosion hervorruft. So rostet der Kessel langsam von innen nach außen.
Beim Einwalzen der Kupferrauchrohre in die Bohrungen der Kopfplatte aus Stahl findet eine formschlüssige Verbindung ohne Ritzen und Spalte statt.
Es gibt kommerzielle Einwalzwerkzeuge, diese sind aber viel zu teuer und auch für die kleinen Rohrdurchmesser in der Feuerbüchse und der Rauchkammer nicht sonderlich geeignet.
Für den Heimgebrauch habe ich eine kompakte Version für ø15x1,5 und ø18x1,5 Kupferrohre entworfen, die Größe kann aber auch auf andere Rohrdurchmesser angepasst werden.
Der Durchmesser des Walzkäfigs ist nicht größer als der des einzuwalzenden Rohrs. So kann man von der Vorderseite des Rohres beide Enden des Rauchrohres einwalzen. Dazu wird allerdings eine Verlängerung benötigt, die entsprechend der Länge der Rauchrohre angepasst wird.
Das Bearbeiten von nur einer Seite ist aber nur dann nötig, wenn z.B. die Feuerbüchse schon fest mit dem Kessel verbunden ist, und man nur von einer Seite an die Rohrenden kommt.
Die nachfolgende Zeichnung zeigt das Einwalzwerkzeug mit der Verlängerung.
Der Walzkäfig ist aus Messing gefertigt, um die Innenseite der Kupferrohre nicht zu beschädigen.
Download als PDF
Einwalzwerkzeug Di=12
Einwalzwerkzeug Di=15
Zusammenbau
Um die drei Walzkörper mit dem Käfig zusammen auf den Dorn zu schieben, sollten die Walzkörper mit Klebeband, das von außen um den Käfig geklebt wird, in ihren Nuten fixiert werden. So kann der Walzkörper über die drei Nuten im Gewindeende des Dorns geschoben werden. Dieses Gewindeende muss während des Einwalzens unbedingt geschützt werden, damit der Käfig nicht daran hängen bleibt. Vor dem Einbau sollten die Wälzkörper noch ausreichend gefettet werden.
Die Verjüngung der drei Walzkörper ist so gewählt, daß die äußeren Laufflächen der Walzkörper am Ende des Dorns parallel zu einander stehen. Generell gilt: Die Steigung der Walzkörper ist halb so groß wie die Steigung des Dorns.
Die Walzkörper und der Dorn sind aus Edelstahl gefertigt. Die Steigung des Dorns beträgt 1° und die Steigung der Walzkörper beträgt 0,5°. Der eigentliche Winkelwert ist nicht so entscheidend, es müssen nur am Ende des Dorns die Walzkörperlaufflächen parallel sein.
Der Walzkäfig
Die Innenflächen der Nut im Walzkäfig sind nach außen hin konisch. Der Winkel zur Mittelachse beträgt 20°. Die Öffnung der Nut muß auf jeden Fall so eng gehalten werden, daß die Walzkörper nicht durch sie hinaus fallen können, aber dennoch so weit sein, daß die Walzkörper ausreichend in der Nut steigen können.
Fazit: Die Öffnung der Nut darf nicht größer sein als der kleinste Durchmesser des Walzkörpers
Das Einwalzen
Das Einwalzwerkzeug wird in den Akkuschrauber eingespannt und in das zu bearbeitende Rohrende eingesetzt.
Nach dem Einsetzen des Einwalzwerkzeugs sollten die ersten Umdrehungen mit einer geringen Drehzahl gemacht werden, damit die Walzkörper eine Laufspur im Rohr ausbilden können. Während des Einwalzvorganges nur mit einem leichten Zug den Akkuschrauber herausziehen. Dabei sollte der Akkuschrauber ohne Schwierigkeiten mit einem leichten Lauf arbeiten. Vor jedem erneuten Einsetzen des Werkzeuges in ein Rohr sollte dieses ausreichend geölt werden. Wenn die Walzen ruhig im Rohr laufen und ein gleichmäßiges Laufgeräusch erzeugen, ist der Einwalzvorgang abgeschlossen.
Ein übermäßiges Walzen kann die Wandstärke des Rauchrohrs so weit verringern, daß es am Ende verzieht und sich aus der Lochplatte löst. Nachdem das Rauchrohr fertig eingewalzt ist, sollte man einen Papierknüddel zur Markierung hinein stecken, um zu verhindern, daß man ein Rohr zweimal walzt.
Dieser Bericht wird demnächst fortgeführt...